|
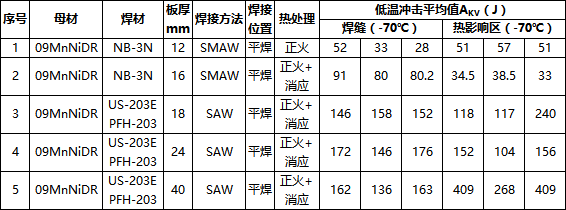
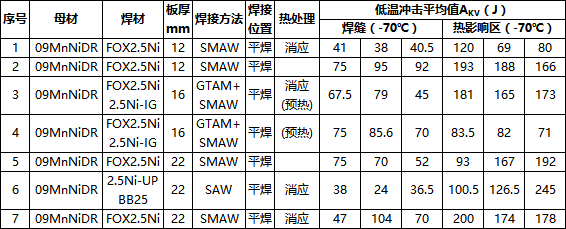
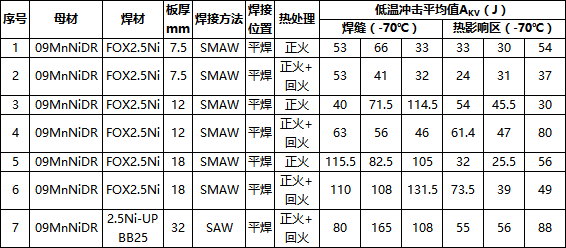
在制定了一整套工艺方案后, 按工艺评定范围并结合我厂情况进行评定,评定标准为渐变708-92,评定结果见表1~4。
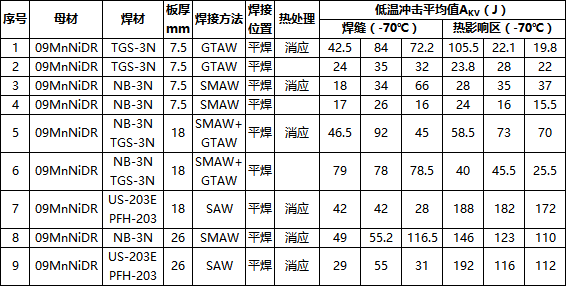
通过以上试验,将问题和经验归纳如下:
(1) 用2.5Ni、3.5Ni焊材焊接09MnNiDR,无论手工、自动、氩弧焊都是可行的。其焊接接头的拉伸、面弯、背弯(或侧弯)及焊缝热影响区的低温冲击(分别做了-55℃、-70℃两组)都合格。但3.5Ni焊材焊接时飞溅较为严重,2.5Ni焊材的工艺性能优于3.5Ni焊材。
(2) 09MnNiDR的焊后热处理温度对低温冲击有很大影响,几组对比试验证明:09MnNiDR的焊后热处理的最适宜温度为560℃~580℃。
(3) 在封头拼缝的工艺评定中,热处理问题尤为突出。我们先按正常的正火加消应处理试验,其低温冲击均不合格。通过几组试验确定将封头加热到950℃压制成型后大约710℃,再加热到910℃正火,然后630℃~640℃回火处理,最后做560℃+20℃的消应处理,这样封头拼缝的工艺评定全部合格。
(4) 低温钢一般不需预热,但这批容器在12月份制作,环境温度已低于0℃, 当环境温度低于0℃时,板厚≥18mm的09MnNiDR适当预热(预热温度为50℃~100℃,有利于提高焊缝的冲击性能。
4 结论
(1) 采用2.5Ni、3.5Ni焊材焊接09MnNiDR钢,其低温冲击性能良好。其焊接接头-70℃、-55℃冲击功均合格。
(2) 09MnNiDR的焊后热处理温度对焊缝低温韧性有明显影响,应严格控制焊后热处理参数,特别是热成型后封头的热处理规范。
(3) 采用2.5Ni、3.5Ni焊材焊接09MnNiDR的焊接工艺性及焊接接头低温冲击均能满足要求,但用2.5Ni焊材更优越。
最新项目任务
查看更多设备设计 | 招标任务 | 分气缸DN900
任务进行中 | 中标人编号:409
推荐文章

法兰螺栓怎么紧固才科学规范?
2023-04-27

卧式容器合理设计要领
2023-04-18

机械设计中的结构要素、基本要求和准则有什么?
2023-04-14

带你认识膨胀节
2023-04-05

CAD制图中的那些简化画法,太实用了!
2023-03-28





