|
0.引言
1.1 焊接性分析
经过焊接工艺验证,表明该焊接工艺的选择符合实际生产中对焊接质量的要求,保证了车底架主梁对接焊缝的产品质量。
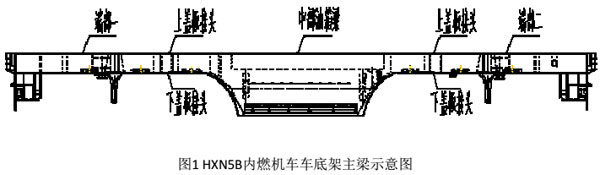
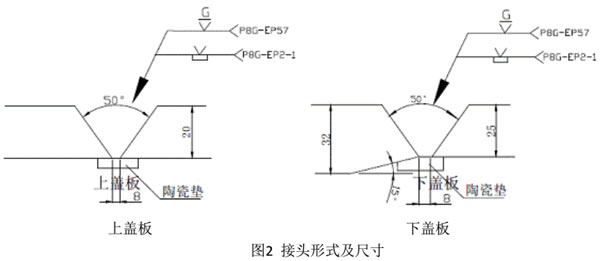
前后端部的上盖板为20mm,下盖板厚度均为25mm,油箱梁的上盖板为20mm,下盖板为32mm。 因此,在端部下盖板和油箱下盖板连接时,必须对32mm的厚板进行削薄处理,保证接头厚度一致,接头形式为V形对接接头,加装陶瓷焊接垫板,在正式焊接前,需在焊缝两端加引弧板和收弧板,引弧板和收弧板的接头形式与焊缝相同,坡口角度与焊缝一致。接头形式如图2所示。
P8G‐EP57:碳锰高强度钢板药芯焊丝电弧焊
1.3 焊接工艺参数的选择
在实际操作过程中,电流过大或过小都容易产生焊接缺陷。电压过大而且易产生咬边、弧坑, 熔池过热陶瓷衬垫脱落等缺陷,同时还会使焊缝过热,促使晶粒长大;送丝速度过大时,陶瓷衬垫 易脱落,焊接速度对焊缝成型也是有影响的,速度过慢,热影响区加宽,晶粒粗大,变形也大;速 度过快,易造成未熔合,未焊透,焊缝成形不良等缺陷。
为防止变形,HXN5B内燃机车车底架主梁三段拼接焊缝施焊必须由4人同时对称进行焊接,由于 车架组装时是反装的,同时考虑到挠度的要求,实际操作中要先焊上盖板的焊缝,再焊下盖板的焊 缝,同时考虑到厚板的焊接质量,在施焊前,在焊缝的两端施加引弧板和收弧板,在引弧板上起弧, 收弧板熄弧,尽可能不要或减少在焊缝中的熄弧引弧,焊缝中熄弧必须对接头进行打磨,以保证接 头质量。具体的焊接工艺见1.3.1和1.3.2所述。
HXN5B内燃机车车底架主梁的三段拼接焊缝的焊接,由于是在组装平台上进行焊接操作,较大的 困难是操作者无合适的焊接位置,焊工必须改变以往从右向左的焊接方向,改为从前向后的焊接方 向,所以要求焊工必须寻找合适的施焊位置。同时,为了保证焊接操作时的可达性,以保证全长450mm 的焊缝从头至尾焊接的连续性,减少焊接接头,保证焊缝的焊接质量,在上下盖板焊缝和立板的交 接处设置了焊接工艺孔,如图3所示。
第二层用CO2气体保护焊药芯焊丝焊接,所用焊丝为HTW‐811Ni2,焊接参数如表5所示,熔滴过 渡采用喷射的过渡方法,焊接方法与第一层基本相同。
2.2 下盖板的焊接
2.3.焊后处理
2.打磨后焊缝应不低于母材;
3. 结论
参考文献
[2]何少卿 王朝前 吴国权. 药芯焊丝及应用[M].北京:化学工业出版社,2009.
[4]李亚江,刘鹏, 刘强,等. 气体保护焊工艺及应用[M].北京:化学工业出版社,2005.
最新项目任务
查看更多设备设计 | 招标任务 | 中部采出冷凝器E9104A
任务报价中 | 报价
设备设计 | 招标任务 | 蒸煮釜再沸器E9102
任务进行中 | 中标人编号:2824
设备设计 | 招标任务 | 胶液进料预热器E9803
任务报价中 | 报价
设备设计 | 招标任务 | 胶液预热器E9801
任务报价中 | 报价
设备设计 | 招标任务 | 溶剂进料预热器E9501AB
任务报价中 | 报价
推荐文章

法兰螺栓怎么紧固才科学规范?
2023-04-27

卧式容器合理设计要领
2023-04-18

机械设计中的结构要素、基本要求和准则有什么?
2023-04-14

带你认识膨胀节
2023-04-05

CAD制图中的那些简化画法,太实用了!
2023-03-28





