|
一、压力容器焊接技术发展
在我国,钢制压力容器焊接经过半个多世纪的发展,其工艺及技术水平有2二、压力容器焊接的新技术
随着压力容器生产制造技术水平不断发展及应用范围越来越广,压力容器逐步向大型化发展。大型压力容器直径最大可达十几米,壁厚超过了200mm,采用常规的U型或V型坡口的焊接方法难以得到较高质量的焊接接头,显然不能满足焊接工艺的高要求。为此,提出了窄间隙多丝埋弧焊技术。这一焊接方法是在窄间隙气电立焊基础上演变而成的,由于减小了坡口横截面积,使得坡口较窄、热 输入量降低、焊材消耗量变少、焊接时间变短,受到的焊接应力也有所降低,减少了裂纹问题发生率,是一种高效、优质、低耗的焊接方法,有效弥补了常规焊接方法的缺陷。
2.2 带极堆焊接技术

带极堆焊分为埋弧堆焊和电渣堆焊,其中电渣带极堆焊不需要电弧,焊带可直接给进到熔池中,故应用更为广泛。带极电渣堆焊,是利用导电熔渣的电阻热熔化堆焊材料和母材的,整个电渣堆焊过程必须具备较高的稳定性。
2.3 激光-电弧复合热源焊接技术
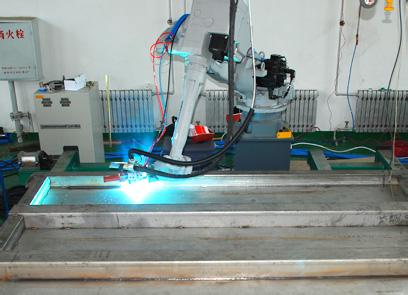
基于激光-电弧复合热源焊接技术的优越性,在压力容器生产制造中使用这一焊接技术,可以预见其应用势必能够满足焊接工艺高要求。事实证明,确实极大降低了焊接变形,减少了焊后的修整工作量,使得焊接效率显著提高,利于减少生产成本。但是, 由于这一焊接技术应用还处于探索阶段,工作实践中应注意对工艺的落实及问题的分析,不断提升应用效果。
这一焊接技术,是指在钨极和工件之间,通过施加脉冲高压引燃电弧,再以焊接电流维持电弧的燃烧并作为热源的一种焊接方法。其最大特点就是采用可控的脉冲电流来加热工件,能够精确的控制熔池尺寸和焊接热输人,得到较为均匀的熔深,是一种高效、节能、省时的压力容器焊接方法。实际应用中,要确保建立的工艺参数科学合理,可保证焊接质量。
2这一焊接技术是近年来刚刚发展起来的,焊接工艺性能良好,生产效率高,能够得到较好的焊接接头。总体来看,基本综合了焊条电弧焊和普通熔化极气体保护焊的优点。实际操作中,要做好焊前准备工作(检气、除油锈、为喷嘴涂喷防堵剂等)、焊缝对接、T形接头角焊接等。
总而言之,压力容器焊接工艺要求一般较高,新的焊接技术的出现,为解决以往焊接操作中的问题提供了大力支持,有效防治了常见的焊接质量病害,利于保证焊接质量,确保压力容器运行安全。
最新项目任务
查看更多设备设计 | 招标任务 | 分气缸DN900
任务进行中 | 中标人编号:409
推荐文章

法兰螺栓怎么紧固才科学规范?
2023-04-27

卧式容器合理设计要领
2023-04-18

机械设计中的结构要素、基本要求和准则有什么?
2023-04-14

带你认识膨胀节
2023-04-05

CAD制图中的那些简化画法,太实用了!
2023-03-28





