|
【摘要】本文简要介绍了上海大众应用的气伺服焊钳的种类、气伺服系统组成及其基本功能、结构演变以及目前存在的主要问题。
1.前言
随着国内劳动力成本的提高和自动化装备价格的下降,机器人焊钳已经越来越多地应用在白车身生产线上,越来越重要,性能越来越好,种类也在不断增加。根据机器人焊钳的驱动装置不同,目前白车身上在用的机器人焊钳可分为机器人气动焊钳、机器人气动伺服焊钳和机器人电伺服焊钳三种。
迄今为止,上海大众使用过机器人气动焊钳、气伺服焊钳。在 2009 年的途观项目之前,使用的机器人焊钳是气动焊钳;从 2009 年途观项目开始,到 2011 年仪征项目,以气伺服焊钳为主;从2012 年宁波项目开始,伴随着大众 MQB 标准的推行,具有机器人第七轴功能的气伺服焊钳开始应用,并已在后续 MQB 标准的项目中全面应用。
2.大众标准机器人焊钳钳臂的动作浅析
机器人焊钳的钳臂有两个,其中一个动臂,一个静臂,当正常工作时,一个是活动的,一个是相对固定不动的。如果动臂是通过气缸(焊接缸)运动带动的,就是气动焊钳;如果动臂是通过伺
服电机带动的,就是电伺服焊钳。如果焊接缸是气伺服缸,则这种气动焊钳称为气伺服焊钳;如果气伺服缸可以在机器人的轴转动时动作,则称这种焊钳为具备机器人第七轴功能的气伺服焊钳。
2.1 机器人气动焊钳的动作方式
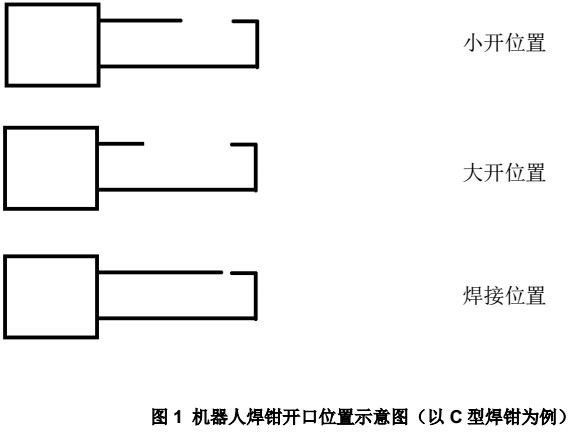
如图 1 所示,机器人气动焊钳动臂的工作位置通常有三个:大开,小开,焊接位置。在焊钳到达零件前,为了避免与零件干涉,焊钳动臂一般要从小开调到大开,到达零件后回到小开,接下去到达焊接位置进行焊接。焊接不同焊点时,动臂一般在焊接位置和小开之间进行切换。焊接完成后,从小开回到大开,离开零件,机器人回到初始位置,动臂回到小开位置。
这种焊钳在焊钳动臂动作时,机器人的轴不能同时转动;同样地,机器人的轴转动时,焊钳动臂也不能动作。这种焊钳的主要缺点是对择接板件的冲击力较大、挥接效率比较低、电极磨损严重以及与机器人集成度较低等[1]。
2.2 机器人气伺服焊钳的动作方式
相比机器人气动焊钳,气伺服焊钳动臂的工作位置可以有很多,根据工况,需要大开口,就设置成大开口;需要小开口,就设置成小开口位置,从而减少了焊接时气缸行走的距离,节省焊接辅助时间,并且对零件的冲击小,对电极帽和电极接杆的冲击小。还能够大幅度减少未熔合、焊核直径不足、剩余板厚不足等焊接缺陷[2]。
与机器人气动焊钳类似地,在气伺服焊钳的焊接缸动作时,机器人的轴不能同时转动;同样地,机器人的轴转动时,焊钳动臂也不能动作。
与电动伺服爆钳相比,气动伺服焊钳零部件更少且无需占用空间安放电控柜,其费用能够大大降低[3]。
2.3 具备机器人第七轴功能气伺服焊钳的动作方式
此种伺服气缸相当于是机器人的第七轴,可以在机器人移动时动作,同步调整到需要的工作位置,进一步节省了时间。
2.4 不同种类的机器人焊钳综合比较
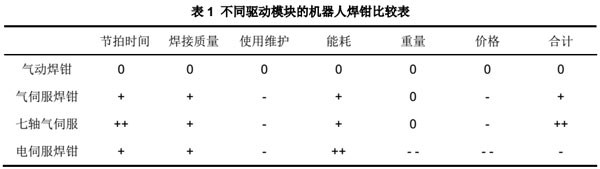
从表1中的比较结果来看,当前情况下,七轴气伺服机器人焊钳相对于其它几种,综合优势明显,因此成为当前大众在用的最主要的机器人焊钳类型。
3.机器人焊钳气伺服系统
目前大众汽车集团许可的气伺服模块供应商有 Festo 和 SMC 两家公司,上海大众应用过的气伺服模块分别来自 Norgren 和 SMC,少量来自 Festo。由于某些原因,Norgren 虽然是最早提供该项技术的供应商,但目前在大众集团范围内几乎已经看不到他们的这个应用了。
3.1 气伺服系统的基本构成
由于目前上海大众在用的不同厂家的气伺服模块相似,以下主要以 Festo 公司的气伺服系统[4][5]为例介绍。
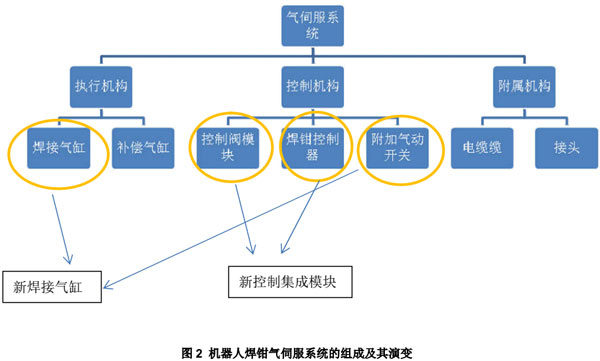
最初的气伺服系统分为执行机构、控制机构和附属机构,详见图 2 所示,其中执行机构包括焊 接气缸和补偿气缸(平衡缸),控制机构由控制阀模块、附加气动开关和焊钳控制器组成,附属机构 包括电缆及气管接头、气管等。
3.2 气伺服系统的基本组成及其功能
焊接气缸直接作用于焊钳的动臂,补偿气缸主要作用于焊钳的静臂。 焊接气缸主要有缸体、压力传感器、位置传感器和电信号接口组成。焊接气缸通过活塞杆的伸缩运动,带动焊钳的动臂,完成对焊接接头的夹紧、打开等动作。 补偿气缸的主要作用是:1)当机器人带动焊钳运动时,固定焊钳,焊钳静臂不能移动,此时不能焊接;2)当焊钳到位焊接时,平衡焊钳自重力,通过静臂适当移动,补偿由于零件位置波动产生 的间隙。
控制阀模块里面主要有压力比例阀(MPYD)、流量比例阀(MPYE)、两位三通阀和底座,各组成模块的主要作用是:
1)MPYD 压力比例阀控制补偿气缸;
2)MPYE 流量比例阀控制主气缸;
3)两位三通阀控制附加气动开关;
4)模块底座内含 5μm 空气过滤芯,对压缩空气进行过滤。
焊钳控制器的主要作用是:
1)实现焊钳电极臂的位置控制和力控制;
2) 通过区域总线与机器人控制器相连接;
3)带诊断系统,通过特定软件,实现功能设定和故障诊断功能。
根据标准的要求,附加气动开关主要是起保护作用的,断电有气时可以锁住焊接气缸; 断压缩气时可释放焊接气缸,使之处于自由状态;防止焊接缸在焊钳移动时的漂移。
3.3 气伺服系统演变
某些组件进行了集成,详见图 2 所示,其中焊接气缸和附加气动开关集成在了一起;控制阀模块和焊钳控制器集成在了一块安装板上。简化了安装、维修的步骤,拆装更加快捷和方便、可靠, 缩小了体积和重量。
3.4 当前气伺服系统存在的主要问题
最近几年,发现的主要问题在焊接缸活塞位置确定上,这与位置传感器有关,其中最为突出的问题是开机位置丢失。其次是由于气源质量不高,过滤不够,导致压力传感器故障。再者有比例阀损坏、呼吸口密封不好进水、平衡缸和焊接缸动作不协调等问题出现。
4. 展望
气伺服技术的应用,在节省了宝贵的时间、提高了焊接质量的同时,也暴露出来了不少问题,如对气源质量要求高,气伺服系统自身故障率较高、调试工作量比较大等,整体系统的稳定性需要进一步优化。当然,对使用者来说,也需要进一步熟悉这种装备的特点,避免犯低级错误。
另外,随着电伺服焊钳价格的下降,对气伺服技术应用的推广构成了越来越大的威胁。目前,上海大众已经开始尝试应用电伺服焊钳了。
5. 参考资料
[1]张旭强、陈关龙、张延松等,电阻点焊的伺服焊枪技术特性分析[J],焊接学报 2005(6):60-64
[2]冯晓天、陈云,基于气伺服焊枪的点焊质量控制[J],热加工工艺,2013,42(5):197-199
[3]诺冠公司,点焊技术充满活力——气动伺服系统在点焊焊枪领域的优势[J],现代驱动,2006:66
[4] 费斯托(中国)有限公司,Servo Pneumatic weldgun_en & cn,2012 年 5 月
[5] Festo, Festo-Servo-P_Workshop_SVW_MQB_CN_V1.3_Gong,2013 年 7 月
最新项目任务
查看更多设备设计 | 招标任务 | 环己烯精制塔再沸器 5231-
任务报价中 | 报价
设备设计 | 招标任务 | 溶剂提纯塔冷凝器 5231-E
任务报价中 | 报价
设备设计 | 招标任务 | 粗环己烯罐进料冷却器 5231
任务报价中 | 报价
推荐文章

法兰螺栓怎么紧固才科学规范?
2023-04-27

卧式容器合理设计要领
2023-04-18

机械设计中的结构要素、基本要求和准则有什么?
2023-04-14

带你认识膨胀节
2023-04-05

CAD制图中的那些简化画法,太实用了!
2023-03-28





