摘要:公司隔板车间隔板加强筋焊接过程中容易产生变形,影响后续制造。通过优化焊接顺序的方法来减少焊接变形比采用其他方法更简单。因此本文利用有限元分析软件MSC.marc模拟不同焊接顺序下隔板变形,并进行相应焊接实验,分析焊接顺序对隔板焊接变形的影响。最终,得到最佳焊接顺序,指导生产。
1.前言
在隔板加强筋焊接过程中,焊接变形对隔板的性能有着重要的影响,控制焊接变形对于提升隔板制造质量及效率有着重要意义[1-2]。随着科技的高速发展,焊接模拟技术越来越重要,他不仅可以节省制造时间,降低制造成本,还能模拟焊接变形,优化焊接工艺。目前,有限元法是焊接模拟技术中为适应计算机技术而发展起来的一种有效方法[3]。广泛的应用于研究焊接热传导,焊接热弹塑性应力和变形分析[4]。本研究基于 MSC.Mar有限元分析软件,分析了隔板焊接顺序对焊接变形的影响。
2.焊接变形模拟
MSC.Marc软件是国际上应用广泛的有限元软件之一,与DEFORM、ABAQUS、ANSYS等软件一样,在国际、国内材料加工领域得到广泛的认可。MCS.Marc 的求解流程可分为前处理、分析和后处理三大步骤,如图1.1所示。
2.1 MSC.Marc前处理
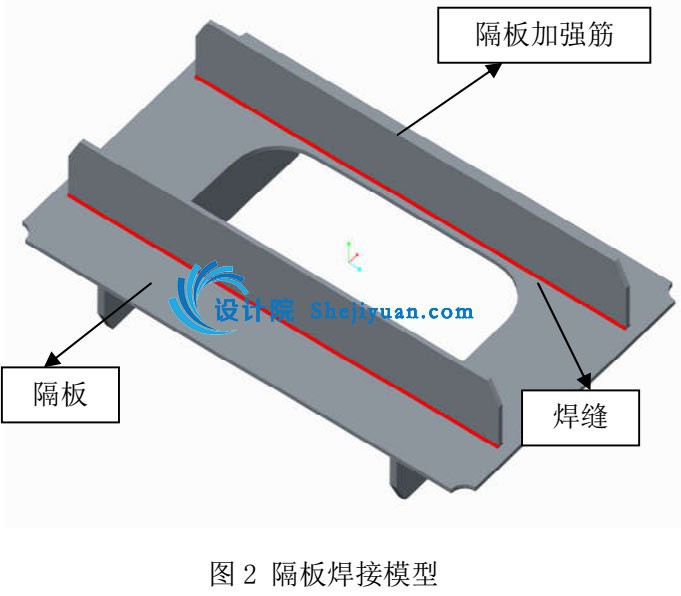
MSC.Marc的前处理过程即对实际的连续体进行离散化后建立几何模型,如图2所示。图2是三维绘图软件 SolidWorks 绘制的隔板加强筋焊接模型图,图中红色代表焊缝,立着的是隔板加强筋,平放的是隔板。
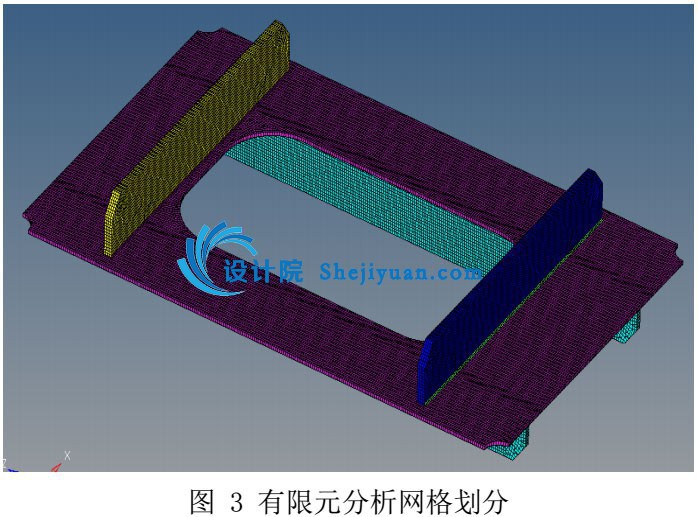
几何模型生成后将其导入MSC.Marc中对其进行网格划分,网格尺寸为 8mm,划分后的网格如图3所示,对不同部位前处理过程往往被认为是有限元分析中最重要的一部分,其中网格生成是前处 理中重要的一部分,是整个工作中最耗时和最复杂的一部分工作,对后续每一个步骤的影响较大。
接触条件、初始条件以及边界条件定义。母材选用板厚为10mm的A709-50-2,焊接方法为CO2保护焊,焊接电流为270——300A,电压为24——26V,焊接速度为350——400mm/min,在自由状态下放在平地上进行焊接。设置全局初始温度为20oC,位移约束采用三点自由约束法,即在一个平面内的三点分别约束xyz,xy,y。全体外表面为散热面,散热系数0.02tonne/s³/C。
2.2 MSC.Marc 分析过程
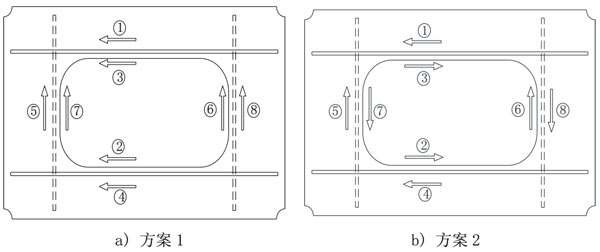
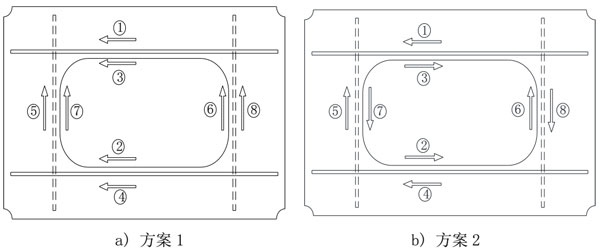
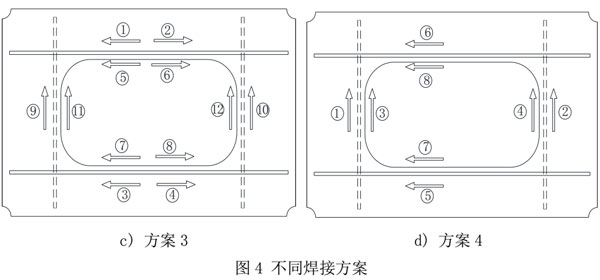
MSC.Marc的分析过程即应用Marc求解器进行计算的过程,分析过程主要包括载荷工况和作业参数的定义并提交运行,整个计算过程在后台运行。综合考虑对称性,拘束度和隔板加强筋内外侧焊接方向三点因素,拟定四种焊接顺序进行模拟,
焊接顺序如图3所示。方案1依据先焊拘束度大的焊缝和隔板加强筋两侧焊缝对称性原则,先焊长焊缝后焊短焊缝,对称焊接,隔板加强筋两侧焊缝同向,焊接顺序如图3a所示;方案2依据先焊拘束度大的焊缝和隔板加强筋两侧焊缝反对称性原则,先焊长焊缝后焊短焊缝,对称焊接,隔板两侧焊缝异向,焊接顺序如图3b所示;方案3依据尽量减少拘束度和隔板加强筋两侧焊缝对称性原则,长焊缝从中间向两侧焊接,隔板加强筋两侧焊缝同向,焊接顺序如图3c所示;方案4为一般焊接顺序,先焊短焊缝后焊长焊缝,隔板加强筋两侧焊缝同向,焊接顺序如图3d所示。
2.3 MSC.Mar 后处理过程
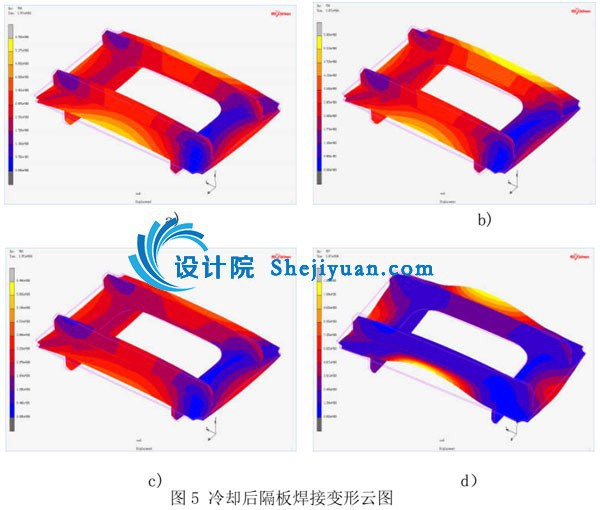
分析过程结束之后就是 MSC.Marc 的后处理过程,可以用图形形式来显示以上分析结果,如图4所示。隔板焊接冷却后会产生很明显的焊接变形,四种方案冷却后的焊接变形云图如图4所示。从图中可知方案1、方案2、方案3、方案4的变形分别为 5.752mm、5.9mm、6.448mm、12.04mm。方案1的变形量最小,方案4的变形量最大,方案1比方案4中最大变形量少52%。
3. 模拟结果与实际结果对比
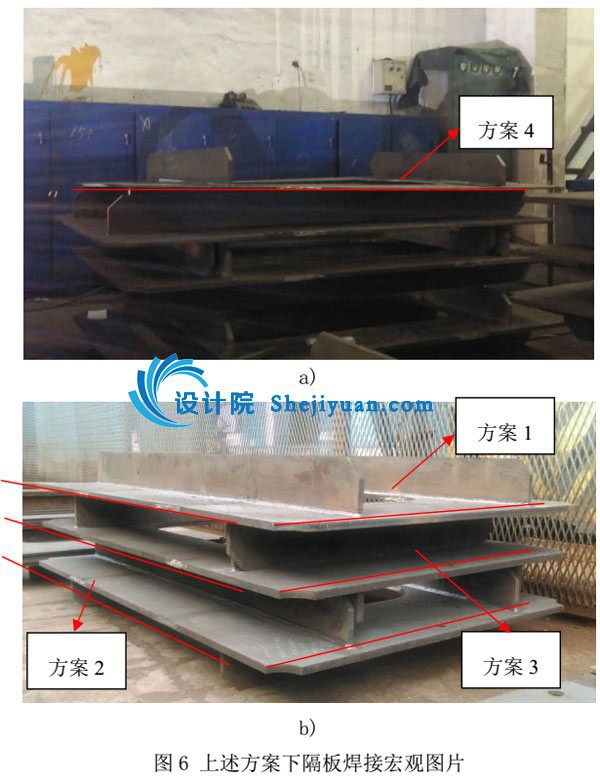
在以上四种方案下进行焊接实验,实验结果如图5所示。从图中可以发现采用方案4进行焊接 时焊接变形比较明显,方案1,方案2,方案3变形比较小,肉眼不可见。实验结果与模拟结果较为一致,最终选定方案1为隔板制造方案。
4.结论
针对本文讨论的隔板焊接变形模拟,编制了 4 种不同焊接方案,进行焊接变形模拟,得出以下结论:
1.采用有限元分析软件可以模拟出不同焊接顺序下的焊接变形,根据模拟结果可以看出采用隔 板两侧焊缝对称焊接,先焊拘束力大的后焊拘束力小的焊缝的方案可以得到最小焊接变形,焊接变 形量减少 52%,大大减少后续校正工作量。
2.实验结果与模拟结果较为一致,证明采用有限元分析软件对焊接变形进行模拟的方法是可行的。
参考文献:
[1].李敬东.选择合理的焊接顺序是制定焊接工艺的关键.内蒙古水利,2002,1(4):116.
[2].付荣柏等.焊接变形的控制与校正.北京:机械工业出版社,2002.
[3].倪瑾.客车外蒙皮焊接变形有限元分析.长春:吉林大学硕士论文,2006.
[4].陈楚. 数值分析在焊接中的应用.上海:上海交通大学出版社,1985.










